Притирка клапанов своими руками
Содержание:
- Что необходимо для притирки
- Как проверить работоспособность
- Назначение и особенности устройства.
- Процесс притирки клапанов
- Стандартный набор инструментов для притирки
- Другие случаи, в которых требуется демонтаж ГБЦ
- Притирка клапанов своими руками: порядок действий
- Для чего нужно притирать клапаны
- Демонтаж ГБЦ
- Что такое притирка клапанов и для чего она нужна?
- Притираем клапаны в домашних условиях
- Проверка качества выполненных операций
- Как правильно притереть клапаны: основные методы
- Как правильно притереть — процесс выполнения работ
- Communities › Кулибин Club › Blog › Небольшое улучшение шурика для притирки клапанов
Что необходимо для притирки
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
Как проверить работоспособность
После того как клапаны были притерты, следует проверить качество притирки. Существует несколько вариантов.
Самый простой и распространенный способ проверки – это положить ГБЦ на ровную поверхность тарелками кверху и налить в камеру сгорания бензин или керосин. Клапан должен удерживать жидкость собственным весом. Засухаривать компонент в этом случае не нужно.
Второй метод аналогичен первому, только клапаны необходимо засухарить, перед тем, как наливать керосин.
Проверка качества притирки третьим способом проводится несколько иначе. Клапаны засухаривают, ГБЦ укладывают на бок, в камеры наливают керосин/бензин. Правильно притертый компонент будет удерживать жидкость только усилием пружины.
Сделать притирку самостоятельно не так уж и трудно – главное, правильно рассчитать усилие при работе с дрелью и частоту вращений. Если же вы опасаетесь нанести вред топливной системе автомобиля, обратитесь к квалифицированным мастерам автосервиса DDCAR. Вам не придётся переживать по поводу того, что вашему любимому «железному коню» будет причинён непоправимый ущерб!
Назначение и особенности устройства.
Клапана играют главную роль в двигателе и служат для того чтобы открывать и закрывать отверстия в головках блока цилиндра, для того что бы впрыскивать рабочую смесь в рабочую полость или наоборот для выпуска уже отработанных газов. Переводы от стержня к головкам необходимы для плавного отвода отработанного газа, чем он плавнее, тем лучше будет наполнение и отчистка камеры сгорания. В процессе работы головки клапанов подвергаются высоким температурам до 800-950 градусов. На бензиновых двигателях температура двигателей может достигать 500-700 градусов, а на дизельных нагрев может достигать 300°С.
В связи с этим при изготовление клапанов используют материалы и сплавы, которые обладают высокими жаропрочными свойствами и содержат большое количество различных присадок и легирующих элементов. Клапана состоят из двух основных частей: стержень, как правило, изготовленный из углеродистой стали, и головка из жаропрочного материала. В процессе изготовления двигателей внутреннего сгорания эти две части сваривают и шлифуют. Так же клапан в том месте, где происходит контакт с цилиндром, покрывают специальным покрытием, это покрытые позволяет избежать коррозии.
Исходя из всего выше перечисленного, можно сделать вывод, что изготовление клапанов является весьма дорогостоящей операцией, требующей высококвалифицированных специалистов, качественные материалы, и высокоточное оборудование.
Притирка клапанов относится к абразивной обработке и используется на авторемонтных предприятиях. Станки для притирки клапанов имеют следующие конструктивные особенности: имеется рама на которой располагается блок для того что бы прижимать клапана, а так же механизм с возвратно-вращательным и осевым перемещением. Так же в конструкции для прижима блоков есть механизм при помощи которого регулируется высота в зависимости от того какую конструкцию имеет головка клапана, а так же высота устанавливаемой головки блока. Вышеуказанные приспособления для регулировки имеют следующий вид, это шток и гайки которые опираются на торец втулки с резьбовым концом, на котором находится гайка. Гайка в свою очередь вступает в контакт с торцом планки, сконструированной на откидной рамке. Последняя связана со штангой, имеющей гайку и шарнирное соединение с рамкой станка.
Несущая планка с расположенными в ней механизмом прижима клапанов в виде подпружиненных толкателей, размещенных во втулках, отличающийся тем, что станок снабжен шарнирно связанными с рамой штангами с регулировочными гайками. Они предназначены для взаимодействия с противоположной стороной откидной рамки, а на концах толкателей и втулок механизмов прижима выполнена резьба, предназначенная для взаимодействия с введенными в них гайками, установленными с возможностью контакта с торцами соответственно втулок и планки.
В России такие специальные станки и приспособления для ремонта головок блока и притирки клапанов покупают в основном, как правило, крупные и продвинутые фирмы, автопредприятия, для которых проведение высококачественных работ является главной и приоритетной задачей в их сфере деятельности. Как правило, такие организации покупают сразу весь комплекс необходимого оборудования для ремонта головок, блоков, клапанов.
В этот комплекс входят станки для шлифовки клапанов, станки для обработки различных типов седел, испытательные стенды, мерительные приспособления. Это позволяет предприятиям организовать полный, цикл изготовления, ремонта, обслуживания, а так же испытания блоков.
На сегодняшний день в России насчитывается более 105 станков жестокого типа, и как минимум 30 компаний, в двадцати городах России. Такой большой популярностью станки жесткого типа пользуются не только в России, но и за рубежом, так как они зарекомендовали себя как оборудование с высокой точностью обработки.
Процесс притирки клапанов
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.
После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.
Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.
После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.
Для этого на фаску клапана наносится немного пасты для первичной обработки.
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.
Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град., после проворачивается в обратную сторону. Такими движениями и производиться притирка.
На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.
Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.
Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция — нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
Стандартный набор инструментов для притирки
Самым важным инструментом является абразивная, или алмазная паста. Ее необходимо наносить на кромку клапана – паста создаст эффект наждачки и позволит быстрее притереть тарелку к седлу.
По типу обработки пастообразный состав отличается размером абразивных элементов – от крупнозернистого до мелкозернистого. Крупноабразивная используется для первичной притирки. Финишная притирка осуществляется с помощью мелкозернистой пасты – тогда головка компонента будет плотно установлена на посадочное место.
Следующим шагом будет выбор инструмента для работы. Притирка может осуществляться посредством:
- Электродрели.
- Деревянного приспособления с присосками.
- Пневматического инструмента.
- Специальной пневмомашинки для пристукивания.
У мастером-любителей наибольшей популярностью пользуется электродрель для притирки — из-за своих доступности и универсальности. В ремонтных мастерских может быть использован специальный станок для шлифовки фаски.
Обработка седел и их восстановление требуют применения особого инструмента. Это шарошка для удаления выработки – приспособление, сделанное по форме посадки клапана. Шарошка надевается на дрель, так как сверло обычно имеет некрупные размеры.
Инструмент используется в том случае, если головки клапанов повреждены вследствие прогара.
Также потребуется рассухариватель, чтобы снять «сухари» – детали, соединяющие тарелки пружины с клапаном.
Другие случаи, в которых требуется демонтаж ГБЦ
Конечно, снимать ГБЦ требуется не при каждой поломке. Это необходимо лишь, если нужен серьезный ремонт. К таким «крупным» случаям относятся:
- Износ прокладки.
- Образование нагара на деталях.
- Деформация клапанов.
- Необходимость замены направляющих втулок.
- Выход из строя распредвала и т.п.
Конечно, ремонт самостоятельный или в сервисе в любом случае подразумевает определенные финансовые затраты. Чтобы обеспечить бесперебойную работу двигателя, нужно регулярное проведение диагностики головки блока цилиндров. Рекомендуется использование качественного топлива. Кроме того, старайтесь не допускать перегрева автомобиля – из-за этого ГБЦ может повести.
Если какие-то моменты остались вам непонятными, то вы можете наглядно ознакомиться с процессом замены клапанов, посмотрев видео:
https://youtube.com/watch?v=wOqhy0rrV98
Притирочная паста
Она в процессе работы наноситься на кромку клапана и служит как мелкая шкурка, которая притирает клапан к его гнезду. Существует множество вариантов притирочной пасты. Например, такие как на рисунке в форме клапанов. Её следует выбирать из своих финансов и предпочитаемого производителя.
Притирочная паста отличается по степени обработки: от крупнозернистой (для первоначальной обработке) до мелкозернистой (для окончательной обработке). Последнюю рекомендуют специалисты по ремонту двигателей, т.к. с ней процесс пойдет быстрее. Все зависит не от самой пасты, а от состояния клапанов и фасок и правильности процесса. Для кого-то обычный тюбик за 100 рублей сойдет, другим подавай только профессиональную.
Если делаете самостоятельно, то лучше начать с обычной притирочной пасты, не с самой дорогой. Если что-то пойдет не так, то докупить нужную в процессе.
«Шарошка» для снятия металла
Данный инструмент применяется для восстановления седел клапанов. Она представляет насадку для клапанного гнезда, сделанную по форме посадки клапана. Закрепляется как правило в дрели как сверло и имеет малые размеры.
Нужны ли шарошки? Смотрим на сёдла, которые запрессованы в головке. Если они не повреждены, то можно приступать к притирке, но если повреждены (прогаром), тогда нужно обработать специальными шарошками. В общем, технология такова — сперва лучше поменять направляющие клапанов, далее притирка.
Новые клапана
Они не всегда нужны. Если обнаружили, что клапана несколько изогнуты, то попытка их выпрямить ни к чему не приведет, за исключением потраченных сил и времени. Более правильным будет направиться в магазин и приобрести новый комплект клапанов для двигателя.
При замене клапанов обратите внимание на качество. Высота их должна быть одинаковой, на стержнях, торцах и рабочих уплотняющих фасках не допускается рисок и шероховатостей
Лучше перед установкой отполировать стержни до зеркального блеска. Полировке стоит подвергнуть также плоскость тарелки и «черную» шейку клапана, так он будет меньше нагреваться и обрастать нагаром. Уплотняющую фаску не трогайте, её надо только притереть к седлу.
Инструмент
Можно использовать для этих целей дрель и резиновый шланг. Процесс выглядит следующим образом: одеваем на дрель шланг (можно с помощью сверла, а закрепляем хомутами), а на этот шланг одевается клапан двигателя (крепим с помощью хомутов) с нанесенной притирочной пастой.
Далее вставляем клапан в гнездо и начинаем процесс притирки. Главное не давать максимальных оборотов дрели, процесс должен происходить на малых оборотах (400-500 об/мин). Если больше оборотов, есть риск перегреть седла или пояски клапанов. Также не надо совершать круговые движения, а лучше имитировать работу клапана вперед и назад. Данный способ не очень хороший, и занимает много времени.
Притирка клапанов своими руками: порядок действий
1. Разбираем силовой агрегат.
Первым делом снимаем навесное оборудование, которое служить помехой при работе с головкой цилиндра. Затем крепим в верхнюю мертвую точку поршень первого цилиндра, сливаем охлаждающую жидкость. После чего осуществляем демонтаж выпускного и впускного коллектора. Получив доступ к головке, демонтируем сразу воздушный фильтр, а затем и крышку клапанов, только не забудьте предварительно зафиксировать шкив распредвала. Чтобы это сделать, можно взять отвертку и упереть ее в специальную шпильку. Далее снимаем со шкива ремень ГРМ, то есть откручиваем болт и шайбу крепления шкива и снимаем последний с распределительного вала. Теперь выкручиваем болты крепления и снимаем головку блока цилиндров. Но делать это нужно так, чтобы один из концов распредвала обязательно вышел за границы крышки ремня газораспределения.
2. Осуществляем демонтаж клапанов.
3. Промываем клапана и их седла бензином.
4. Наносим на промытые седла притирочную (она же алмазная) пасту и устанавливаем клапан на свое место. Делаем это следующим образом.
Надеваем на клапан подготовленный металлический инструмент (если притирка будет делаться с использованием дрели, то клапан ставят в ее патрон) и, очень аккуратно поворачивая его во все стороны, прижимаем его к седлу.
При этом очень важно во время данной работы отслеживать цвет кромки клапана и его седла. К концу притирки он должен стать равномерно серым
Перед тем как завершить работу, клапан следует опять промыть бензином, полностью удалив остатки притирочной пасты. В противном случае герметичность работы клапана очень быстро выйдет из строя.
Кстати, проверка герметичности клапана является последним этапом работы по притирке клапанов своими руками. Для проведения этой проверки налейте керосин в камеру сгорания. Если на протяжении трех минут из последней не будет сочиться никакая жидкость, значит, герметичность клапана в порядке. Ну, а если керосин все же будет проступать, следовательно, притирку нужно продолжать.
Для чего нужно притирать клапаны
Новые клапаны притираются для лучшего прилегания к посадочному месту. В процессе эксплуатации на клапанной системе образуется нагар, вследствие чего герметичность прилегания тарелки клапана к седлу нарушается.
Это приводит к нарушению работы топливной системы. Когда выпускной коллектор утрачивает свои первоначальные характеристики, это провоцирует прогар клапанной системы, падение мощности двигателя, износ направляющей втулки, повреждения посадочного седла и другие неприятности. Чтобы наладить четкую работу ГБЦ и снизить риск образования нагара, после очистки клапанов проводится их притирка – как следствие, клапаны и седла хорошо прилегают один к одному.
Демонтаж ГБЦ
Для этого потребуется:
- произвести подготовительные работы: разомкнуть провод и «минусовую» клему аккумулятора, отсоединить трубки и шланги подачи технических жидкостей, топливные магистрали, снять навесное оборудование;
- затем снять крышку ГБЦ;
- открутить болты крепления ГБЦ;
- снять ГБЦ.
Последовательность действий:
- снять приводной ремень;
- снять зубчатый шкив;
- открутить болты, которыми удерживается крышка распредвала;
- снять саму крышку и сальники;
- снять распредвал.
Прежде чем приступать к процедуре, следует вывернуть свечи зажигания. Это позволит избежать их повреждения.
Что такое притирка клапанов и для чего она нужна?
В большинстве отечественных автомобилей, особенно старого образца, 1970–1991 годов, стоят четырёхцилиндровые, восьми клапанные двигатели. То есть, на каждый цилиндр приходится по два клапана – впускной, впускающий в камеру сгорания горючую смесь, и выпускной, выбрасывающий отработанные выхлопные газы в коллектор.
Клапан автомобиля, похож на гвоздь с широкой шляпкой, которой он и затыкает отверстие в камере сгорания. Шляпка или правильнее – тарелка клапана плотно прилегает своим краем (фаской) к седлу – кромке отверстия, в которое он установлен. Чем чище и ровнее края тарелки и седла, тем лучше клапан закрывает отверстие, а значит мощность двигателя, без потерь, направляется на движение поршней.
Со временем, края тарелки и седла покрываются копотью и нагаром, что нарушает герметичность камеры сгорания. Это отрицательно сказывается на мощности и экономичности двигателя, увеличивается расход масла.
Так как процедура снятия головки двигателя довольно трудоёмкая, имеет смысл объединять работы, проводимые с её узлами и деталями. Например, при замене прокладки головки двигателя, можно заодно поменять маслосъёмные кольца на поршнях и почистить клапана.
Необходимость чистки определить визуально трудно, но есть простой способ понять насколько это необходимо. Нужно налить в камеры сгорания, прямо на тарелки клапанов, керосин или бензин и оставить их так на 12 часов. Если жидкость за это время вытекла, то это означает что она просочилась между тарелкой и седлом, а значит чистка и притирка необходимы.
В целом же, считается, что клапана нужно чистить и притирать каждые 50000 км пробега. Но и эта цифра неточная, так как играет роль манера использования двигателя, ведь он может работать при сильных, спортивных нагрузках, а может и в щадящем режиме на хорошем, чистом топливе.
Притираем клапаны в домашних условиях
Чтобы провести работу быстро и получить качественный результат, необходимо соблюдать такую последовательность действий:
- Разобранная ГБЦ устанавливается на верстак и надёжно закрепляется.
- Нужный клапан размещается на своём месте, а в инструменте фиксируется его стержень.
- На контактную зону клапана со своим седлом наносится слой притирочной пасты.
- Затем клапан размещается таким образом, чтобы полностью отсутствовали просветы.
- Делаются круговые движения по часовой стрелке и против.
- Спустя некоторое время клапан переворачивается, новым слоем наносится абразивная паста и возобновляется вращение.
- Процесс притирки продолжается до тех пор, пока на седле клапана и его тарелке не образуется матовая однородная полоска толщиной 1,5–2,0 миллиметра.
Видео: притирка клапанов вручную без инструментов
Метод сам по себе довольно утомительный. Зато позволяет полностью контролировать процесс притирки и отслеживать получаемый результат.
Проверка качества выполненных операций
Проверить качество выполненной работы можно несколькими средствами:
Самый эффективный способ проверки — применение вакуум-тестера, который имитирует процессы, проходящие в двигателе автомобиля. Пропускаемый газ вырывается через возможные щели.
Проверку ГБЦ вакуум-тестером лучше осуществлять в специализированном сервисе, приобретение тестера достаточно накладно
Со стороны как впускного, так и выпускного коллекторов подключается прибор, в результате чего образуется вакуум. При плохой притирке клапанов манометр будет фиксировать минимальный уровень давления, поскольку через щели проходит воздух, чего в норме не должно быть.
Ещё один способ проверки — использование керосина. ГБЦ располагается таким образом, чтобы камера сгорания была направлена вверх, а поверх наливают керосин. Бытует мнение, что за ночь керосин при неправильно проведённой притирке должен вытечь, однако на деле это не совсем так и названный метод не является достаточно эффективным.
Штрафы за пересечение стоп-линии и превышение скорости больше не побеспокоят!
Проверка герметичности ГБЦ керосином — не самый достоверный метод контроля
Равномерность распределения специального маркирующего вещества — ещё один вариант проверки. По всей окружности клапанного седла рисуются радиальные риски, после чего деталь вставляется на место, прижимается и прокручивается. Затем её вынимают и осматривают сложившийся узор. Если риски были стёрты и всё основание седла прокрасилось равномерно, то клапан можно пускать в эксплуатацию. В противном случае притирку проводят ещё раз.
Притирка клапанов — необходимая процедура, обеспечивающая нормальное функционирование ГБЦ автомобиля. Проводить её, несмотря на всю простоту работы и доступность материалов, лучше всего при помощи специалистов: это гарантирует длительный срок эксплуатации не только клапанов, но и двигателя машины в целом.
Опции темы
Как правильно притереть клапаны: основные методы
Существует четыре основных метода обработки.
Способ 1. Притирка клапанов дрелью
Для проведения работ потребуется кусок шланга. Один его «хвост» закрепляется на стержне клапана, а второй — на дрели. На сам клапан и посадочное место следует нанести небольшое количество притирочного состава, после чего деталь устанавливается на свое рабочее место в ГБЦ.
Процесс имеет несколько особенностей:
- Притирка осуществляется на малых оборотах – рекомендуется использовать дрели, способные работать на таких оборотах, или шуруповерты.
- В момент соприкосновения тарелки и седла необходимо сделать сброс – отпустить курок электродрели.
- В процессе притирки нельзя прикладывать усилия – это может спровоцировать повреждение элементов клапанной системы.
- Притирку рекомендуется проводить в несколько этапов – сначала крупнозернистой пастой, затем средне-, а в конце провести финишную обработку мелкозернистым составом.
Важна практика – если такого рода работы будет выполнять любитель, есть риск, что его неквалифицированные действия приведут к тому, что машине понадобится дорогой ремонт.
Метод 2. С помощью ручного инструмента
Такой способ представляет собой что-то вроде процесса добывания огня первобытными людьми – на деревянную палочку крепятся присоски, ими фиксируется стержень, а сама палочка вращается руками. Этот так называемый «дедовский» метод был в ходу, когда не было электроинструмента. Его плюс – минимальный риск испортить клапанную систему. Но времени занимает очень много – до получаса на каждый клапан.
Метод 3. С помощью пневматического инструмента (вращательный метод)
Притирка клапанов своими руками при использовании пневмоинструмента проходит быстро, просто и с минимальными затратами сил. Устройство представляет собой двигатель, соединенный со штифтом. На последний крепится специальная присоска, которой фиксируется клапан. В рабочее состояние система приводится с помощью сжатого воздуха.
Достоинство способа в том, что риск сделать ошибку практически отсутствует, даже если вы не имеете опыта. Инструмент контролирует весь процесс – угол вращения, частоту оборотов и их интенсивность. И все это происходит даже быстрее, чем при использовании электродрели – на один клапан уходит всего пара минут.
Метод 4. С помощью пневмомашинки (метод пристукивания)
Отличие пневмомашинки от предыдущего инструмента – технология притирки. Инструмент работает не вращательными движениями, а имитирует работу клапанов в реальных условиях.
Инструмент прост в использовании и делает притирку наиболее точной и качественной.
Важно! После притирки абразивный состав должен быть тщательно удален. Если он попадет в двигатель, то это выведет из строя цилиндры и другие детали
Как правильно притереть — процесс выполнения работ
Начинается процесс притирки с рассухаривания клапанов. Сначала подкладываем под тарелку клапана предмет, который служит упором для него.
Чтобы облегчить процесс запоминания и гарантировано исключить ошибку при установке рокеров, опытные автолюбители рекомендуют снимать и притирать клапана по одному.
Популярный способ снятия клапанов – с помощью специального съемника (приобретают в автомагазине или на авторынке), но иногда сухари на конусе прилипают и сразу не снимаются. В этом случае, по утверждению опытных «Кулибиных», можно взять подходящую по диаметру трубку и, приставив ее к верху клапана (сухарику), слегка «тюкнуть» молотком. Легкий удар срывает сухарь, если тот залип, и облегчает процесс снятия клапана съемником.
После снятия пружины вытягиваем клапан из седла и визуально осматриваем. После долгой работы, даже если он не прогорел, все равно на нем есть нагар, поэтому проводим притирку клапанов.
Для этого понадобится специальный притирочный порошок или паста (Permatex Valve Grinding Compound, паста ГОИ, ВПМ- Авто, М-14 – М-40, и т. д). Пасты применяют сразу, а порошки разводят моторным маслом, при этом получается вязкая субстанция, которая наносится на фаску клапанной тарелки. Пасты и порошки имеют разную величину зерна: крупнее — для первичной притирки, мельче — для финальной.
Намазав фаску седла пастой или разведенным порошком, вставьте его обратно в седло, слегка прижмите и проверните, чтобы паста равномерно распределилась по фаске тарелки и попала на седло. После этого с обратной стороны ГБЦ к штоку клапана присоедините патрон дрели или шуруповерта (дрель лучше, потому что у нее большее чисто оборотов).
Важно! Ни в коем случае не перекашивайте дрель, чтобы притереть клапана правильно
Лучше осторожно тянуть дрель вверх пальцами, упираясь ими в районе патрона, и придерживая ее за ручку
Сначала дрель должна некоторое время поработать в одном направлении, потом переключите в противоположную сторону (включить реверс).
После нескольких минут работы в каждую сторону ( по 1 минуте в каждую сторону), клапан достают и осматривают. Результат видно невооруженным глазом, седло клапана блестит или имеет матовый серый цвет. Если остаются вкрапления или пятна, процедуру повторите, нанеся финишную пасту. Тоже касается и седла, если оно имеет вкрапления, раковинки или неоднородный цвет, притирку повторяют.
Если клапан правильно притёрт к седлу, его устанавливают на место, предварительно заменив сальник на новый.
Важно! Сальники клапанов менять ОБЯЗАТЕЛЬНО! Это одноразовая деталь. Иначе вся работа пойдет насмарку, клапан будет свободно чувствовать себя в седле, не даст полноценной герметизации, и по нему будет попадать масло в цилиндры
Ещё кое-что полезное для Вас:
- Как заменить направляющие втулки клапанов
- Самостоятельная регулировка зазоров клапанов на ВАЗ 2110
- Датчик положения коленчатого вала — проверка, устройство, признаки неисправности
Сальник снимается при помощи пассатижей. Ими захватывают сальник и, проворачивая его из стороны в сторону, извлекают из паза. Главное — нельзя бить по направляющей втулке, чтобы ее не повредить.
Когда старый сальник снят, ставим новый. Для этого рекомендуют вставить клапан в седло, чтобы он послужил направляющей и облегчил процесс установки. Новый сальник одевается на шток клапана, берется трубка подходящего диаметра, и легким постукиванием молотка по трубке ставим сальник на место. То, что сальник стал на место, определяем по звуку. Сначала он слышен только в районе сальника, а после того как тот станет на место, звук начнет распространяться по всей ГБЦ.
Не стоит забывать, что и в торце штока образуется выработка, которую обязательно убираем. Если ее оставить, то мотор работает с перебоями. Сточить ее можно легко, например, на точильном станке, главное, чтобы поверхность торца штока была ровной (допускается даже слегка выпуклая).
Засухарив клапан, переходим к следующему. Процесс засухаривания несложен, даже если нет специального съемника, воспользуйтесь рожковым ключом, но тогда понадобится посторонняя помощь. Один человек прижимает рожковым гаечным ключом пружину, а другой устанавливает сухарик.
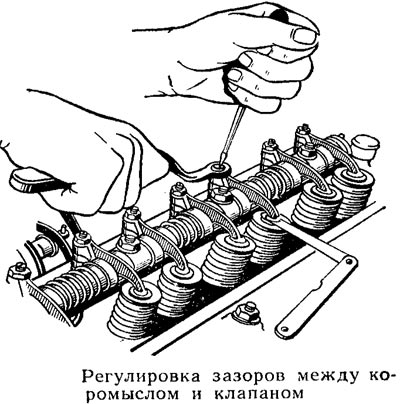
Тщательно вытерев торец клапана и рокер от пыли, грязи и механических частиц, собираем узел, устанавливаем рокер, зафиксировав пружиной. Переходим к следующему клапану, соблюдая ту же последовательность в работе.
После притирки проверяем – болтается клапан или нет? Причиной люфта клапана может быть либо выработка направляющей втулки, либо самого клапана. Если выработка на клапане, то это увидим невооруженным взглядом, и тогда стоит менять его, а если он в порядке, то меняем направляющую втулку.
Communities › Кулибин Club › Blog › Небольшое улучшение шурика для притирки клапанов
Всем привет, сегодня хотел рассказать о небольшом улучшении, которое решает достаточно большую проблему))
Все, кто притирал клапана знают, что руками -долго (особенно когда у тебя их 40), дрелью — слишком громоздко, да и обороты великоваты, ну а шурик постоянно садиться и в процессе разрядки падает мощность.
Поскольку мне предстояла большая работа по притирке клапанов — я решил немного усовершенсововать шурик вот таким образом:
При этом если нужно, можно и обычный акум подсоеденить
А вот и видео того, как я притирал клананишки, правда там помимо притирки еще пару мелочей объяснено по сборке ГБЦ