Притирка клапанов на примере автомобилей ваз
Содержание:
Блок в салоне альмера классик
4 причины прогара клапана в двигателе.
За все время работы в автосервисе я понял, что одной из самых частых неисправностей двигателя является прогар клапана. При возникновении такой неисправности двигатель начинает троить, а на панели приборов загорается лампа индикации неисправностей. Определить прогоревший клапан достаточно просто. Нужно проверить компрессию в двигателе. В том цилиндре, где произошел прогар, она будет занижена.
Но здесь пойдет речь не о том, как определить прогоревший клапан, а о причинах, которые к этому приводят.
Когда клапан прогорает, в цилиндре падает давление. Происходит это потому, что часть смеси при сжатии начинает просачиваться через не плотность между тарелкой клапана и седлом. Происходит эта утечка не только на такте сжатия, но и на такте рабочего хода (то есть при сгорании смеси).
Если давление в одном цилиндре становится меньше чем в остальных, то крутящий момент, который он может создать, тоже уменьшается. А это значит, что время между рабочими тактами цилиндров изменяется. В том цилиндре, в котором происходит утечка давления, оно становится больше. Датчик положения коленчатого вала сразу же это определяет и сигнализирует контролеру. В его память заносится код ошибки, обнаружены пропуски воспламенения в определенном цилиндре.
Причины прогара клапана.
Клапан может прогореть в том случае, если его тарелка перегреется. Причин перегрева может быть много.
Мало того что температура горения бедной смеси выше она еще и дольше горит. Когда выпускной клапан открывается и начинается такт выпуска, бедная смесь еще может продолжать гореть. Выпускной клапан из-за этого сильнее нагревается. И со временем он может прогореть.
То есть одна из причин прогара клапана это бедная смесь в одном из цилиндров. Либо во всех цилиндрах.
Двигатель расходует масло.
В этом случае масло будет попадать на тарелку клапана и его стержень. Со временем на нем начнет нарастать нагар, он будет мешать клапану, полностью закрываться. Тарелка клапана будет хуже прилегать к седлу, из-за этого теплоотвод ухудшится. Клапан может перегреться и прогореть.
Не правильный угол опережения зажигания.
Если угол опережения зажигания будет, по какой либо причине слишком поздним, то смесь будет гореть дольше. В этом случае получится тоже, что и с бедной смесью. В момент, когда начнет открываться выпускной клапан, она еще будет продолжать гореть и сильнее нагреет тарелку.
Не правильная регулировка клапанов.
Если в двигателе не установлены гидрокомпенсаторы, то клапана в нем нужно периодически регулировать. В таких двигателях по мимо всех выше перечисленных причин, клапан может прогореть еще и от неправильной регулировке зазора в приводе.
Зазоры в клапанном приводе нужны для того, чтобы компенсировать тепловое расширение стержня клапана, при котором длина его увеличивается. Если зазора не будет, то при нагреве стержень клапана может упереться торцов в толкатель и в кулачек распределительного вала. В результате этого прилегание тарелки к седлу ухудшится, а значит, теплоотвод станет хуже. Клапан может перегреться и прогореть.
Есть еще множество причин, из-за которых клапан может прогореть, но в рамках данной статьи перечислены только часто встречающиеся.
Можете еще прочитать следующие статьи.
Источник
Для чего нужно притирать клапаны
Приведённые ниже способы решения задачи ориентированы в большей мере на владельцев ВАЗовской классики (ВАЗ 2101–2106), но и в случае с моделями ВАЗ 2108–2109 процесс мало чем будет отличаться. Во многих пунктах он вообще универсален.
Чаще всего с необходимостью притирки клапанов сталкиваются при капитальном ремонте двигателя. Заменены поршневые кольца с прокладками, установлены прочие важные компоненты, так что теперь самое время проверить клапаны на герметичность: так выявляется необходимость их притирки.
Следует также помнить, что эта процедура будет нелишней и при проведении иных ремонтных работ. В частности, тех, при которых происходит демонтаж блока цилиндров. Всегда лучше перестраховаться.
Почему важно поддерживать правильный уровень компрессии в двигателе
Одной из важнейших качественных характеристик работы мотора является наличие в камерах сгорания цилиндров рекомендуемого производителем уровня компрессии. Зависит эта характеристика от:
- степени износа самого цилиндра, его поршневых колец, а также поршня;
- качества и целостности уплотняющей прокладки, находящейся между ГБЦ и непосредственно блоком цилиндров;
- насколько плотно впускные клапаны, а вместе с ними и выпускные прилегают к своим посадочным сёдлам во избежание пропуска газов через зазоры.
В идеале во всех цилиндрах компрессия должна быть на одном уровне. А так как износ компонентов поршневой группы практически одинаков, то факт обнаружения в цилиндрах отличной друг от друга компрессии может свидетельствовать о плохой работе клапанов.
По величине компрессии можно предварительно судить о состоянии двигателя: если в цилиндах она неодинакова, пора притирать клапаны
Ошибки при обработке направляющих и притирке клапанов
Несоосность направляющей клапана или седел клапанов
Причина:
При обработке ГБЦ седло клапана или его направляющая были неправильно центрированы.
Следствие:
Клапан не закрывается надлежащим образом, перегревается и прогорает в области седла. Из-за односторонней нагрузки на головку клапана возможны также усталостные изломы в области стержня клапана
Слишком большой зазор в направляющих клапанов.
Причина:
Зазор в направляющих клапанов слишком большой, т. к. они сильно изношены или были слишком широко рассверлены при ремонте.
Следствие:
Вследствие прорыва горячих газов возможно сильное нагарообразование в области стержней и направляющих. Ход клапана становится тяжелым, клапан больше не закрывается. В результате это приводит к перегреву (прогоранию, плавлению) поверхности седла
Слишком малый зазор в направляющих клапанов.
Причина:
При восстановлении и ремонте головки блока направляющих клапанов диаметр направляющих был неправильно замерен и оказался слишком мал.
Следствие:
Недостаток смазки, тяжелый ход и заклинивание стержня клапана в направляющей при расширении от нагревания при работе двигателя. В результате это может также привести к перегреву в области головки или седла клапана.
Похожие статьи
Притирка клапанов
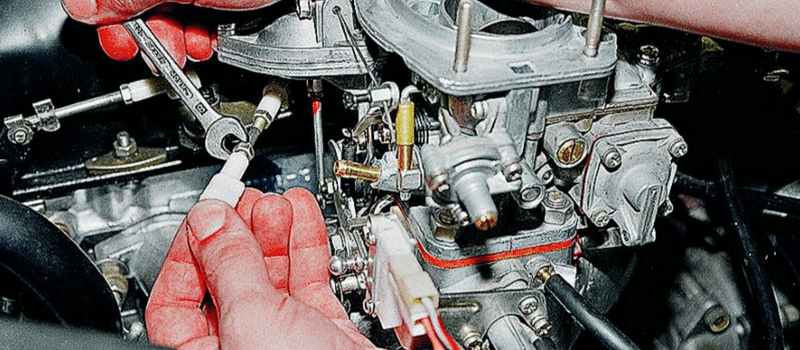
Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять. Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
Перед работой рекомендуется обезжирить клапан и седло при помощи растворителя. На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты
Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла
Для препятствия этому на шток можно надеть кусочек войлока.
Клапан устанавливается на свое место, а шток закрепляется в патроне дрели. Чаще всего для удобства это делают при помощи куска шланга (один конец – на шток, другой – в патрон). Некоторые мастера зажимают шток непосредственно в патрон. Притирка проводится вращением на небольших оборотах. При этом тарелка может прижиматься чем-нибудь к седлу. Например, толстой резинкой. Но в большинстве случаев обходятся без дополнительных приспособлений.
- Прижимание происходит при оттяжке дрели на себя. Вращение нужно делать как по часовой стрелке, так и в обратном направлении. Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
- Проверять качество притирки нужно не только по упомянутой выше полоске, но и при помощи все той же заливки керосина или бензина в камеру сгорания или в коллекторы. Перед сборкой головки блока цилиндров все детали необходимо тщательно промыть бензином. Ведь если в процессе работы абразив из пасты попал на другие поверхности, то последствия могут оказаться весьма печальными – алмазный порошок станет причиной возникновения дефектов.
Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Как проверить герметичность клапанов?
Проверка герметичности клапана и седла выполняется следующим образом:
1. Снимается головка блока цилиндров (ГБЦ).
2. Выполняется очистка ГБЦ и корпуса подшипников от грязи, нагара и прочих масляных отложений.
3. Дальше необходимо выполнить тщательный осмотр головки и корпуса подшипников. При осмотре не должно быть никаких трещин, царапин или других следов повреждения.
4. После осматриваем рабочие поверхности корпуса подшипников, опор распредвала, а также стенок посадочных отверстий гидротолкателей, на них не должно быть никаких следов наплыва металла или задиров.
5. Направляющие клапанов и седла должны плотно сидеть и прилегать к «телу» ГБЦ. На седлах и клапанах не должно быть трещин или следов прогорания.
6. Используя шаблон, выполните проверку плоскостности ГБЦ, в случае отсутствия такового это можно сделать при помощи широкой слесарной линейки. Приложите линейку ребром к нижней привалочной плоскости головки по диагонали, проверьте нет ли зазора между ГБЦ и ребром линейки. Как правило, его можно заметить в центральной части или по краям. Измерьте зазор с обеих сторон, используя плоские щупы, максимально допустимый зазор – 0,1 мм. В случае если у вас вышло больше — потребуется фрезеровка привалочной плоскости или полная ее замена.
7. Дальше необходимо проверить герметичность ГБЦ. Чтобы выполнить такую проверку необходимо заглушить на торцевой поверхности головки блока окно подачи ОЖ к термостату. Дальше переверните головку и налейте керосин в ее рубашку охлаждения. Убедитесь в том, что нигде нет никаких подтечек, в случае обнаружения таковой следует произвести ремонт головки блока цилиндра или полностью ее заменить.
8. Теперь пришла очередь клапанов. Чтобы проверить герметичность клапанов ГБЦ положите ее на ровный стол привалочной плоскостью к верху, затем налейте в камеры сгорания головки керосин и подождите пару минут. Эту процедуру еще называют «проливкой». Если вы заметили, что уровень керосина в камере сгорания начал снижаться, или на столе появилась лужа, это значит, что в этой камере один из клапанов или оба клапана имеют негерметичность, а значит необходима притирка клапанов.
Проверка головки блока цилиндров
| Рис. 2.121. Удаление нагара со стенок камер сгорания |
Удалите весь нагар со стенок камер сгорания (рис. 2.121).
| Для удаления нагара не используйте инструмент с острыми краями. При удалении нагара следите за тем, чтобы не оставить на поверхности металла царапин и задиров. То же самое относится к клапанам и седлам клапанов. |
| Рис. 2.122. Проверка уплотняемой поверхности головки блока цилиндров от плоскости |
Проверьте головку блока цилиндров на наличие трещин во впускных и выпускных каналах, камерах сгорания и на поверхности головки. Используя поверочную линейку и щуп, проверьте плоскостность поверхности разъема головки с блоком цилиндров в общей сложности в 6 местах. Если деформация превышает предельное значение, поправьте уплотняемую поверхность пластиной и наждачной бумагой примерно №400 (Водостойкая наждачная бумага с карбидом кремния): Оберните пластину наждачной бумагой и прошлифуйте уплотняемую поверхность, чтобы убрать выступающие места. Если после этого результаты измерения не соответствуют норме (превышают предельное значение), замените головку блока цилиндров. Утечка продуктов сгорания через плоскость разъема головки и блока цилиндров часто является следствием деформации уплотняемых поверхностей: такая утечка приводит к снижению мощности двигателя (рис. 2.122). Предельное значение отклонения уплотняемой поверхности головки блока цилиндров от плоскости: 0,03 мм.
| Рис. 2.123. Проверка деформации посадочных поверхностей впускного и выпускного коллекторов на головке блока цилиндров |
Деформация посадочных поверхностей коллекторов: Проверьте посадочные поверхности коллекторов на головке блока цилиндров, используя поверочную линейку и щуп, чтобы определить, возможна ли правка поверхностей или необходимо заменить головку блока цилиндров (рис. 2.123). Предельное значение деформации посадочных поверхностей впускного и выпускного коллекторов на головке блока цилиндров: 0,05 мм. carmanz.com
Определение прогара клапана без снятия головки блока
Первым делом необходимо определить неработающий цилиндр. Способы проверки во многом напоминают диагностику неисправных свечей зажигания. Для проверки следует завести двигатель, после чего при работающем моторе на холостых оборотах потребуется по одному снимать колпаки со свечей зажигания.
После снятия каждого свечного колпачка нужно внимательно следить за оборотами холостого хода и за общей стабильностью работы двигателя. Если мотор начал троить сильнее или глохнуть, тогда цилиндр, с которого сняли колпачок, является рабочим. В том случае, если после снятия колпачка работа двигателя не меняется или обороты изменяются незначительно, тогда проблемный цилиндр обнаружен.
Затем нужно выкрутить свечу зажигания на неработающем цилиндре и заменить ее на заведомо исправную, а также проверить высоковольтный бронепровод данного цилиндра на работоспособность. Также не лишней будет проверка катушки зажигания и т.д. Последующий запуск двигателя покажет, кроется ли проблема в элементах системы зажигания автомобиля или необходима дальнейшая диагностика.
Если характер работы мотора после установки рабочей свечи, замены высоковольтного провода и проверки других компонентов системы зажигания не изменится (двигатель продолжает троить), тогда высока вероятность более серьезных поломок:
- прогар клапана ГРМ;
- неисправности ЦПГ;
Прогар клапанов означает, что в цилиндре снижается компрессия по причине нарушения герметичности камеры сгорания (неплотности во время прилегания впускного или выпускного клапана, разрушение тарелки и/или седла клапана). Износ цилиндро-поршневой группы и поломка поршня также приводят к тому, что в проблемном цилиндре окажется низкая компрессия. Также цилиндр может не работать по причине залегания или поломки поршневых колец.
Теперь необходимо локализовать неисправность, то есть точно определить прогар клапана или выявить проблемы с ЦПГ. Наиболее распространенным способом определения прогоревших клапанов является замер компрессии в цилиндрах.
Низкая компрессия явно свидетельствует о неисправности, при этом следует учитывать один нюанс. Установить прогара клапана и исключить неполадки ЦПГ только по показателю компрессии не получится. Дело в том, что компрессия в двигателе может снижаться как в результате прогоревшего клапана, так и по причине поломки поршневых колец, а также ряда других дефектов. По этой причине параллельно замеру компрессии следует провести дополнительную диагностику двигателя.
- Простейшим способом определения прогара клапана после того, как вы измерили компрессию в цилиндрах, является заливка нескольких «кубиков» моторного масла через свечной колодец. Затем компрессию нужно измерить повторно. Поднятие компрессии в цилиндре после заливки масла укажет на то, что образовалась масляная пленка, играющая роль «уплотнителя». Такое явление характерно в случае износа поршневой. Если показатель компрессии не изменился, значит, имеет место прогар клапана, так как масло в цилиндре в этом случае никак не повлияет на компрессию.
- Также для определения прогара клапанов следует осмотреть свечу зажигания на проблемном цилиндре. Явный признак прогара клапана является тем, что свеча зажигания окажется полностью сухой, то есть не имеет характерного масляного налета. Также из сапуна двигателя может выходить дым или воздух. Интенсивность появления дыма напрямую зависит от степени износа ЦПГ.
Что касается поломок, которые связаны с поршневой, свеча в таком случае покрыта маслом, из сапуна можно наблюдать появление сизого дыма. Отметим, что масло на свече является косвенным признаком. Даже если свеча зажигания сухая или покрыта небольшим нагаром, но из сапуна идет дым, тогда указанный признак свидетельствует о проблемах с поршнем или поршневыми кольцами. На новых моторах с небольшим пробегом высока вероятность того, что поршневые кольца залегли.
Добавим, что появление моторного масла, которое выходит через сапун, также указывает на неисправность перегородок между поршневыми кольцами. С учетом вышесказанного можно точно определить, почему снизилась компрессия в двигателе, выявить проблемы с цилиндро-поршневой группой или определить прогар клапанов ГРМ.
Что необходимо для притирки
Регулировка клапанов на ВАЗ 2107 своими руками
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
Габариты
Длина: Более 5000 мм (все машины)
Передняя колея: 1600 мм
Задняя колея: 1550 мм
Ширина: 2000 мм (максимально разрешенная регламентом)
Высота: 950 мм (максимально разрешенная регламентом)
Масса: 746 кг ((максимально разрешенная регламентом с пилотом, балластом и топливом)
В 2019-м самой длинной колесной базой обладал «Мерседес», а короче всех был «Ред Булл». Высочайшая подвеска оказалась у «Рено», а самый грандиозный угол атаки – у «Рейсинг Пойнт». По последним двум параметрам чемпионы не впечатлили.
SportPesa Racing Point
Команда розовых болидов в этом сезоне сменит имя. Серхио Перес и Лэнс Стролл теперь будут выступать за коллектив SportPesa Racing Point.
Болид RP19 показали на официальном меропритии, где руководитель команды Отмар Сафнауэр рассказал о том, что коллектив очень серьёзно поработал, чтобы найти подход к новому регламенту на аэродинамику и построить максимально эффективную машину. Отмар также подчеркнул, что желаемая цель на этот год — навязать борьбу трем лучшим командам на стартовой решетке.
В целом дизайн болида изменился незначительно, а про технический прогресс мы поговорим после первых сравнительных результатов, однако не стоит забывать о том факте, что в прошлом сезоне болиды Force India были лучшими по показателю максимальной скорости.
По новому регламенту FIA ширина болида составила 2000 миллиметров, длина 5600 миллиметров. Масса: 743 килограмма (с гонщиком, без топлива). Распределение массы по осям: 45.4-46.4% — на переднюю ось, 53.6-54.6% — на заднюю. Двигатель 6-цилиндровый, V-образный Mercedes-AMG F1 M10 EQ Power+ с системой рекуперации энергии. КПП также Mercedes GP, 8-ступенчатая.
Способы притирки
Произвести притирку можно несколькими способами:
- На специальном станке, профиль выводится идеально и довольно быстро, дополнительных действий кроме сборки не требуется. Недостатки способа -во первых такой станок не везде найдешь, даже в ремонтных мастерских, а уж тем более в гараже у соседа, во вторых станок дорогой, приобретать для одноразовой работы не имеет смысла. Я упомянул, просто потому что способ такой есть, и если вдруг у вас есть возможность притереть на станке, воспользуйтесь им.
- Ручной фрезой – быстрый, но не очень хороший способ по причине дороговизны оборудования и отсутствия навыков работы с ним, поэтому просто учтем, что такой способ есть и перейдем дальше.
- Притирка на верстаке с применением зажима с карданчиком и ручкой в форме буквы «Т» — наиболее простой и распространенный способ, который часто и повсеместно применяется на любых СТО от «кустарных» и до самых «элитных».
Выглядит оно вот так, а стоит не дороже 500 рублей, поэтому вариант идеальный, но более долгий. Так как это вариант для нас, опишу его подробно.
Прибор для притирания клапанов
Не смотря на трудоемкость метод дешевый, надежный и как говорят практичный:
- Перед притиркой, убедитесь, что седла не прогорели, иначе притирать без толку, надо менять седла.
- Клапана, если вы их не меняете на новые, тоже осмотрите на предмет трещин и сколов, поврежденные притирать смысла нет.
- Установите снятую ГБЦ (головку блока цилиндров) на верстак и закрепите, как вариант – зажать в тисках, только под губки тисков подложите деревяшки, иначе испортите поверхности прилегания и попадете на шлифовку головки.
- Притирание производится с помощью пасты для притирки, она тоже необходима, про нее я объясню чуть ниже.
- Нанесите тонкий слой пасты на клапан по кругу, там где он будет прилегать к седлу.
- Вставьте клапан в головку.
- Шток выйдет с другой стороны, надеваете на него цанговый зажим прибора для притирки и зажимаете его гайкой.
- Далее притягиваем клапан к седлу и вращаем влево и вправо за рукоятку, 2-3 оборота, потом от себя, на себя и все повторяется.
- Через 3-5 минут проверяем поверхность клапана, должна получиться матовая полоса с шириной не менее 1,5 миллиметра.
- Если полоса появилась, повторяем то же самое со следующим клапаном.
Еще один способ гаражной притирки – дрелью либо шуруповертом, вместо ручного прибора ножка клапана зажимается в дрель.
- Дальше действуем по описанной выше схеме, только вращать клапан будет дрель.
- Только один нюанс, дрель и шуруповерт должны иметь реверс – вращаться в обе стороны.
- Вращение в одну сторону недопустимо, не столько притрете, сколько нацарапаете борозды, а борозды это место для появления налета.
- Вращение используйте минимальное, по очереди туда и обратно, в течении двух минут
- Появление полоски шириной 1,5 миллиметра равномерная по кругу покажет что работа выполнена, повторите все это со следующим клапаном.
После любой притирки обязательно начисто промыть все детали от остатков пасты, паста больше не нужна, если оставить как есть, паста будет разрушать клапан и седло, а нам это не нужно, свою работу она выполнила.
Проверить качество можно собрав головку с клапанами воедино при помощи керосина, как я уже объяснял вначале.