Признаки пробитой прокладки гбц, поиск и устранение неисправностей, особенности замены
Содержание:
Робот
Перед покупкой я почитал много статей про роботы (AMT) на ладе. Но мало кто мог написать об их ресурсе, так как они на тот момент еще только появились. И появлением своим они обязаны были крымнашу, после которого автоматические коробки Jatco резко подскочили в цене и автовазовцам нужно было придумывать что-то альтернативное.
Если бы в продаже были доступна модель с классическим автоматом и двигателем 21127, то я бы взял её, но с автоматами в гранту ставят только восьмиклапанный двигатель мощностью 87 лошадиных сил, а это меня совсем не устраивало.
Вернёмся к нашему роботу. В гранте он имеет индекс 2182 и это обычная вазовская механическая коробка передач 2180 с немецким актуатором ZF, который выжимает сцепление и переключает передачи.
Во всех обзорах вы можете прочитать про то, что робот дико тупит и вообще «не едет». Все жалуются что передачи втыкаются долго и что машина носом клюёт от потери мощности и прочее-прочее.
Поначалу я был со всеми этими мнениями согласен. Но потом у меня закончилась обкатка и поведение машины изменилось. Возможно, обзорщики катались на необкатанных машинах из пресс парка. Ведь в инструкции не зря описаны режимы переключения на период обкатки. После десяти тысяч пробега мой робот вёл себя уже немного иначе.
Провал динамики набора скорости при переключении на вторую и третью передачу никуда не делся. Но он стал гораздо меньше по времени и уже не так заметен. К тому же, если разгоняться динамично, на грани пробуксовки колёс, то передачи втыкаются быстрее. Но происходит это не сразу, а после двух-трёх разгонов. То есть небольшая адаптивность таки имеется.
Машуня хочет порулить
Никаких рывков и толчков за почти двадцать тысяч километров пробега я не заметил. Но зато сразу были заметны фирменные для вазовской механики завывания первых двух передач. На роботе от них не избавились. Говорят, на весте что-то с этим сделали, но я не проверял.
Главный минус робота для меня — откат назад при трогании с места в горку. За то время, которое нужно чтобы перенести ногу с тормоза на педаль газа, машина может укатиться на полметра назад, а то и на целый метр. Из-за этого пришлось научиться визуально оценивать крутость уклона. Где-то можно и пренебречь небольшим откатом, а где-то пользоваться ручником будет обязательно.
Самое суровое испытание у меня было, когда я поднимался с подземной парковки по очень крутой и скользкой винтовой лестнице при большой влажности в плотной пробке. Там нужно было очень аккуратно рассчитывать обороты, на которых стоило отпускать ручник. Потому что на низких можно было скатиться назад в машину подпирающую сзади, а на высоких колёса проскальзывали.
На весте эту проблему решили установкой антиоткатного механизма. На гранте его очень не хватает.
Симптомы образования трещины в блоке цилиндров и головке блока цилиндров
Есть несколько признаков, при обнаружении которых стоит бить тревогу и отправлять двигатель на диагностику. Они могут указывать, как на образование трещин в двигателе, так и на другие неисправности. Наиболее часто о трещинах в блоке цилиндров и ГБЦ свидетельствует:
- Регулярный перегрев двигателя. Если из-за трещины система перестала быть герметичной, это приведет к вытеканию охлаждающей жидкости и постоянному перегреву двигателя. Также такая проблема может возникать из-за прогара или других дефектов прокладки блока цилиндров;
- Проблемы с работой прибора для контроля температуры (термопары). Это чревато сильным перегревом двигателя и его деформацией;
- В расширительном бачке не держится давление и образуются воздушные пробки;
- Некорректные показатели датчика температуры. Если стрелка датчика температуры хаотично меняется, то в большую, то в меньшую сторону, это может указывать на резкие скачки температуры самого двигателя при работе;
- Вибрации двигателя. Один из наиболее очевидных признаков наличия трещин в блоке цилиндров. Если двигатель излишне вибрирует или “троит”, особенно при движении в горку, это может указывать на наличие микротрещин в блоке двигателя.
Как заделать трещину в ГБЦ — четыре проверенных способа

- Газовая или электрическая сварка. В случае с чугунным блоком, например, как у ВАЗ, на концах трещины сверлится по отверстию, затем трещину углубляют и расширяют для лучшего сцепления сварного шва со стенкой. Сама ГБЦ перед сваркой как следует нагревается (~600-650°С). После, используя флюс, на чугунно-медный присадочный пруток и нейтральное пламя газовой сварки, наносится аккуратный ровный шов. Сам шов должен выступать над поверхностью, но не более 1.0-1.5 мм. По завершению всех сварочных работ блок подвергают медленному охлаждению в термошкафу.
Также иногда сварку выполняют без предварительного подогрева блока, однако в таком случае используется электросварка с постоянным током обратной полярности. Если этого требует трещина, допускается нанесение заплатки из мягкой стали, для этого используется электросварка и медные электроды, обернутые жестью. После, сварочные швы обрабатываются и покрываются эпоксидной пастой.

- Эпоксидная паста. Поверхность рядом с трещиной, а также сама трещина тщательно зачищается, практически до блеска. Дальше, как и в предыдущем случае, сверлится отверстие Ø 3-5 мм. В отверстиях нарезается резьба, после чего в нее закручиваются медные или алюминиевые заглушки, заподлицо. Вся трещина обрабатывается под углом 60-90° на глубину до ¾ толщины стенки. Поверхность вокруг самой трещины покрывается насечками для придания ей шероховатости. Перед нанесением эпоксидной пасты поверхность необходимо очистить обезжиривателем, ацетоном или на крайний случай бензином. Саму смолу наносят шпателем в 1-3 слоя. Толщина каждого слоя минимум — 2 мм, а общая толщина примерно — 3-4 мм., полное отвердевание происходит на протяжении суток. В случае подогрева или интенсивной сушки отвердевание произойдет всего за 3-4 часа. По завершению сушки поверхность можно подвергать шлифовке напильником или болгаркой.
Эпоксидная паста + стеклоткань. Все подготовительные работы такие же, как и у предыдущего способа. Принцип нанесения практически такой же, единственное, в данном случае на каждый слой пасты наносится заплатка из стеклоткани, после чего слой прикатывается роликом
Важно: от края заплаты до края трещины должно быть не меньше 15-20 мм. Каждый новый слой должен перекрывать предыдущий
Всех слоев может быть от 2-х до 8-ми. Финишный слой покрывается пастой, после высыхания обрабатывается напильником или болгаркой.
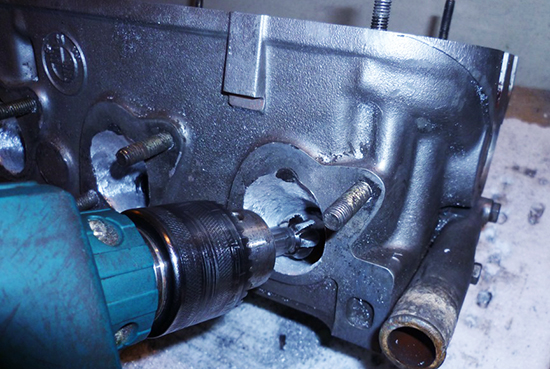
- Установка штифтов. По краям трещины сверлятся отверстия Ø 4-5 мм. После, таким же сверлом необходимо насверлить отверстий по всей длине, расстояние между отверстиями 7-8 мм. В отверстиях нарезается резьба, затем в отверстия вкручиваются медные прутки на толщину стенки. После этого прутки подрезаются ножовкой, но не полностью, необходимо оставить кончики примерно 1.5-2 мм над поверхностью. Затем, между установленными штифтами сверлятся дополнительные отверстия таким образом, чтобы они могли перекрыть предыдущие. Когда все прутки образуют сплошную полосу, кончики расплющиваются при помощи молотка, тем самым расчеканивая поверхность штифтов и образуя сплошной медный шов. Для надежности поверхность покрывается эпоксидной пастой или смолой. После завершения ремонтных работ блок или головка в обязательном порядке опрессовывается.
Все вышеперечисленные работы должны выполняться специалистами, или людьми, которые понимают всю сложность процесса и умеют обращаться с теми или иными материалами.
Как заделать поврежденные места
Заделывание электросваркой
Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.
Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.
Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа. » alt=»»> После просушки склеенный участок зачистить и выровнять шлифовкой.
Источник
Блок в салоне альмера классик
Трещина в блоке или головке блока цилиндров, симптомы, как определить и заделать
Что делать
Способ устранения течи антифриза зависит от причины её возникновения. Самая простая ситуация – прогорание или разрыв прокладки. Ремонту она не подлежит, поэтому прокладку следует заменить.
При возникновении деформации головки блока цилиндров чаще всего не обойтись без помощи мастера, поскольку неправильное выполнение этого действия приведёт к выходу из строя детали. Деформированная головка блока цилиндров потребует шлифовки на специальном станке. Но если дефекты серьёзные, необходимо снятие слоя больше допустимого. В этом случае деталь придётся заменить.
Обнаружение большой трещины в блоке цилиндров требует немедленной его замены. Небольшие трещины в чугунных или силуминовых блоках можно заделать сваркой – электрической или «холодной».
Замена прокладки БЦ своими руками
Замена прокладки блока цилиндров – несложная манипуляция, и с этой задачей без труда справится самостоятельно любой автовладелец. Главное условие получения нужного результата без дополнительных поломок – соблюдение рекомендаций производителя автомобиля по силе и порядке затягивания головки блока цилиндров динамометрическим ключом. Последовательность действий при замене прокладки следующая.
- Автомобиль обесточивают снятием минусовых клемм аккумулятора. При необходимости сливают антифриз и снижают давление в питании.
- Сначала от блока цилиндров отсоединяют навесные элементы. Если опыта работы с деталями нет, целесообразно зарисовать или иным образом зафиксировать последовательность демонтажа элементов. Мастера советуют вооружиться маркером и нанести соответствующие отметки на каждую демонтируемую деталь.
- Винты, крепящие ГБЦ, начинают раскручивать от центра, каждый раз совершая пол-оборота.
- Отсоединяют головку блока цилиндров и удаляют старую прокладку.
- Зачищают головку ГБЦ и промывают её бензином.
- Устанавливают новую прокладку. Для точности её установки на центре блока имеются специальные втулки. Отверстие для прохода масла должно оказаться между 3 и 4 цилиндром.
- Прикручивают все детали в обратной последовательности.
- Возвращают на место навесные элементы
ВАЖНО! Перед откручиванием крепящие болты нужно очистить. Это предотвратит срыв ключа и предохранит шлицы болтов от повреждения
Устранение трещины цилиндра
Самый распространённый способ заделывания трещины БЦ – сваривание. Работа требует определённых умений и навыков, поскольку нарушение технологии приведёт к расхождению шва, и проблема вернётся. Последовательность и технология сварки следующая:
- Концы трещины на блоке засверливают под углом 90 градусов. Эта процедура необходима с целью предотвращения дальнейшего расхождения трещины.
- Блок цилиндров разогревают до 650 градусов. Затем на трещину накладывают присадочный чугунно-медный провод и с помощью флюса делают сплошной сварочный шов.
- Деталь постепенно охлаждают в термошкафу. Недопустимо резкое охлаждение блока цилиндров после сварки: это приведёт к разрыву шва и полной поломке детали.
Шов на детали можно выполнить без разогрева, применяя электросварку и медные электроды в жестяной обёртке. В этом случае полученный шов требует дополнительного укрепления эпоксидной смолой. Поверхность обезжиривают ацетоном или специальным составом, затем шпателем наносят на шов слой эпоксидной пасты. После этого БЦ просушивают 24 часа при комнатной температуре. После просушки шов шлифуют.
Незначительные трещины можно заделать без сварки, наложением стеклоткани и эпоксидной смолы. Поверхность трещины обезжиривают, затем поочерёдно накладывают несколько слоёв стеклоткани, каждый смазывая эпоксидной пастой.
Как проверить головку блока цилиндров после шлифовки?
Проверить головку блока цилиндров в принципе и не так уж и сложно.
Очистить ГБЦ от грязи, масла, стружки. Внимательно осмотреть со всех сторон головку на предмет того, чтобы не было раковин и трещин.
В специализированных мастерских плоскость головки блока проверяют специальным шаблоном.
В домашних условиях когда этого шаблона нет, можно проверить плоскостность металлической широкой длинной линейкой. Её надо прикладывать к плоскости головки ребром, на рисунке показано в каких местах делать прикладывания
И проверять зазоры щупом. Зазор проверяется по всему периметру В идеале — зазоров быть не должно. Но если зазор имеется не более 0,01 мм, то это допускается.
Подчеркну и выделю: новая или шлифованная головка блока цилиндров, зазор именно НЕ БОЛЕЕ 0,01 мм.
Потому как при оставленных зазорах в 0,1мм (в некоторых инструкциях по ремонту допущена именно эта опечатка) будет большая вероятность пробития прокладки головки блока. А это снова разбор и ремонт ГБЦ, а то и всего двигателя, вплоть до его замены.
Головку блока цилиндров надо также проверить на герметичность. Это можно сделать например залив керосин в полости охлаждения, заткнув отверстие подачи жидкости. Опрессовку делают ещё и сжатым воздухом примерно в 1,5 — 2 атмосферы, но это конечно нужен компрессор, ванна, то есть — определённые условия.
Когда головка проверена прошлифована, и снова проверена на плоскостность, на герметичность, тогда можно устанавливать клапана, предварительно притерев их, а после сборки, также проверить их на протекание керосином. Если керосин не протекает примерно в течении получаса, то это уже хорошо значит притёрты клапана.
Блок цилиндров ясное дело тоже не забыть почистить от нагара, промыть от грязи, прочистить и продуть все каналы. Помыть картер, приёмную сетку маслонасоса, убедиться в работоспособности самого маслонасоса. Ну и можно приступать к окончательной сборке мотора.
etlib.ru
Ремонт трещин ГБЦ на дизеле
Способов устранения разломов много — все зависит от объема повреждения. В некоторых случаях блок лучше полностью заменить, чем пытаться его отремонтировать. Если повреждена гильза, то ее тоже меняют. Но здесь мы будем говорить о том, что делать, если деталь нужно именно отремонтировать.
Подготовка
Прежде всего дефект чугунного блока нужно зафиксировать. При помощи фрезы или отрезного абразивного круга на трещине проделываем канавку. Ее глубина не должна превышать 2 мм. Чтобы разрыв «не расползался», засверливаем его по краям. Также трещину прихватываем штифтами или сваркой. Прихватку нужно сделать минимум в 2 местах.
Теперь обрабатываемой поверхности нужно придать необходимую для сцепления шероховатость. Лучше всего подойдет абразивный состав К-00-04-16. Абразивный порошок наносим на поверхность под давлением, пока не будет достигнута нужна степень адгезии. Для этого применяем абразивоструйный аппарат СД-6. Использовать его нужно на третьем режиме.
Сварка
Этот способ – самый распространённый, но важно чётко соблюдать регламент. Если при сварке допустить ошибку, при работе мотора швы разойдутся
Перед сваркой засверливаем концы разлома — так предотвратим его «расползание». Засверливаем под углом 90 градусов.
БЦ предварительно разогреваем до 650 градусов. Потом накладываем сварочный шов. В качестве присадки используем чугунный прут. Потом остужаем разогретую сваркой деталь. Охлаждение должно быть постепенным, иначе шов разорвется. Заваривание шва должно быть на холодной детали. Сварка проводится медными электродами в железной обертке. Наложенный шов обрабатываем эпоксидной пастой — для этого лучше использовать шпатель. Шов подсушиваем при комнатной температуре. По завершении работ шов шлифуем.
SEAL-LOCK
Трещина в ГБЦ может быть заделана и этим, надо сказать, довольно непростым способом. Плюс способа в том, что никакой сварки и даже снятия двигателя не требуется. Разломы заделываются металлом.
Прежде всего трещину надо локализовать, рассверлив по краям. Затем вдоль трещины с разных сторон делаем несколько отверстий, в которые помещаем скобы для стяжки. Стягивающие скобы есть разных видов. Они отличаются как по длине, так и по форме. На СТО их могут сделать и под заказ, если того потребует конфигурация разлома.
Между установленными скобами при помощи дрели делаем отверстие. Метчиком в нем нарезаем резьбу. Полученное резьбовое отверстие обрабатываем специальной жидкостью для предотвращения окиси. После этого вкручиваем металлическую заглушку — такую можно купить на СТО. Она сделана из специального металла, вступающего в активный контакт с металлом БЦ. На той части заглушки, которая после вкручивания остаётся на поверхности, делаем подпил. В этом месте ее легко сломать. Выступающую часть аккуратно зашлифовываем.
Затем делаем следующее отверстие и повторяем процедуру. Процесс продолжаем до тех пор, пока вся трещина не окажется заполнена заглушками. По завершении работ образуется шов. Его спрессовываем дополнительно – это нужно для ликвидации оставшихся пустот. Для этого используем пневматический молоток. В результате получится прочный шов, намного качественнее сварочного. Его преимущества:
- перепады температуры ему не страшны;
- прочность;
- отсутствие напряжения металла.
Наложение эпоксида
Суть этого способа в том, что на поверхности разлома появляется слой из стекловолокна и эпоксидной смолы. Сначала обрабатываемый участок обезжириваем для лучшей «приживаемости» состава. Затем по очереди накладываем эпоксидку и стекловолокно. И то, и другое кладём в несколько слоев, но завершающим слоем должна быть эпоксидная смола.
Способов заделать разлом в БЦ много — как простых, так и сложных. Но выбирать вариант устранения проблемы нужно, исходя из степени повреждения.
Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Визуально можно выявить глубокие разрывы, а вот микротрещины «на глаз» не определить.
Как найти трещину
Для выявления трещин применяют следующие способы:
- метод ультразвукового обнаружения;
- использование магниточувствительного оборудования;
- метод пневматической опрессовки;
- поиск трещин посредством гидроконтроля;
На практике обнаружение трещин во многих автосервисах производится посредством закачки в неисправный элемент двигателя воздуха или воды. В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
Для определения точных границ трещины с обеих сторон от раскола крепятся пару магнитов, пространство между магнитами засыпается специальными проводящими опилками. Наличие трещины приведет к тому, что линии магнитного поля разорвутся, опилки будут частично группироваться на поверхности раскола. Данный способ позволяет четко выявить трещину блока цилиндров или ГБЦ.
Как заделать трещину в ГБЦ, блоке цилиндров?
Вне зависимости от того, какой сплав применяется для разработки блока цилиндров, рано или поздно могут возникнуть определенные проблемы, связанные с появлением трещины.
Конечно, если водители не обратят на это внимание, то появление трещины может обернуться достаточно серьезной проблемой, связанной со сложностями эксплуатации, а также дорогостоящим ремонтом автомобиля. Симптомы и причины
Далеко не всегда водители могут визуально сразу увидеть трещину на блоке цилиндров, поэтому лучше всего быть более ответственным и замечать второстепенные симптомы и причины, которые могут говорить о возникновении проблемы
Хотя важно отметить, что такие признаки могут означать и другие неисправности. Симптомы и причины
Далеко не всегда водители могут визуально сразу увидеть трещину на блоке цилиндров, поэтому лучше всего быть более ответственным и замечать второстепенные симптомы и причины, которые могут говорить о возникновении проблемы. Хотя важно отметить, что такие признаки могут означать и другие неисправности
Симптомы и причины. Далеко не всегда водители могут визуально сразу увидеть трещину на блоке цилиндров, поэтому лучше всего быть более ответственным и замечать второстепенные симптомы и причины, которые могут говорить о возникновении проблемы
Хотя важно отметить, что такие признаки могут означать и другие неисправности
При перегреве двигателя, из системы полностью вытекает антифриз. Если не стоит вопрос о герметичности самой системы охлаждения, в этом случае необходимо проверить насколько хорошо затянуты болты ГБЦ
Важно: будьте осторожны, при протяжке болтов они могут лопнуть
Неправильная работа прибора управления температурой также может говорить о том, что возникла трещина, которую нужно обязательно заделать в ближайшее время.
Неисправность пробки расширительного бачка, в которой клапан не держит давления, образуются воздушные пробки. Этот симптом также достаточно легко заметить, но только опытным водителям, которые занимаются своим автомобилем и регулярно проводят необходимое техническое обслуживание.
Колебание температуры двигателя, наиболее часто заметное в холодное время года, также говорит о том, что могла возникнуть трещина на блоке цилиндров. Заметить этот симптом довольно легко, так как стрелка показателя постоянно отклоняется либо в сторону резкого увеличения, либо в сторону резкого уменьшения.
Вибрация двигателя или «троение» , особенно это ощутимо при подъёме в гору. Как показывает практика, это один из распространенных симптомов образования именно микротрещин. Чтобы проверить есть ли трещины на блоке цилиндров нужно выкрутить свечу зажигания и провести визуальный осмотр блока.
Решение проблемы. Существует несколько способов заделать появившиеся трещины на блоке цилиндров. Так, можно использовать для работы электрическую сварку. Выполнить работы можно предварительно сняв блок цилиндров и очистив его от скопившихся загрязнений, которые явно будут мешать выполнению работы.
ГБЦ. Производится нагрев головки до 250 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Заплатка. Заделать трещину можно с помощью заплатки, которая приваривается либо электросваркой, либо электродуговой сваркой
Для выполнения работы также понадобится снять блок, так как все работы с заплаткой нужно проводить крайне осторожно и аккуратно, чтобы еще больше не повредить элемент
Эпоксидная паста может помочь заделать микротрещины, которые только только появляются и не требуют использования сварки. В зависимости от того, где появляются трещины использовать эпоксидную пасту можно и не снимая блок цилиндров. Однако, если водителю выполнить эти работы таким образом непросто, то лучше все же провести снятие элемента.
Заключение . Эксплуатация автомобиля после обнаружения трещин на блоке цилиндров может усложняться различными проблемами, которые в ближайшем будущем приведут к дорогостоящему ремонту. Именно поэтому лучше всего, сразу же заделать трещины, тем более если они слишком большие.
Источник






