Сварка автомобиля
Содержание:
- Технические показатели
- Оборудование
- Нюансы самостоятельной сварки
- Как варить кузов полуавтоматом
- Сварка полуавтоматом
- Паста для лужение: заделка дыр и обработка кузовных деталей оловом
- Нюансы проведения работ
- Как лучше сваривать металл
- Виды и особенности сварочных аппаратов
- Сварочная проволока
- Двигатели Lada XRAY: характеристики, фото
- Как лучше производить сварку
- Сварка MIG/MAG
- Габаритные размеры Лада X-RAY (размеры салона, багажинка и клиренс)
- Рассматриваем, можно ли варить кузов автомобиля сварочным инвертором
- Средства безопасности
Технические показатели
Оборудование
При ремонтах легковых автомобилей возможно применение любого типа сварочной техники. Выбор зависит от ряда факторов:
величина и характер повреждений, толщина металла детали;
необходимое качество работы;
насколько нагружен элемент, его важность для безопасной эксплуатации;
сопутствующие факторы: условия производства работ, финансовые возможности хозяев и пр.
Рассмотрим варианты приспособлений для сварки, доступные рядовому автолюбителю.
Сварочный аппарат для ручной дуговой сварки на переменном токе
Традиционные, известные любому мастеру устройства использующие плавкий электрод из тонкого стального стержня, покрытого специальной обмазкой.
Диаметр электрода должен соответствовать толщине металла. Как правило для того, чтобы заварить элементы кузова или каркаса автомобиля используются электроды 2-3 мм.
Таким аппаратом может производиться сварка глушителя, других деталей из относительно толстого металла.
Сварщик с опытом 22 года, Сергейчук А. И.: «Не делайте длинных сварочных «концов», они сильно сажают мощность сварочного трансформатора, да и неудобно с ними работать. Лучше аппарат подтащить ближе».
Инверторный аппарат
Инверторы появились достаточно давно, но популярность приобрели лишь к концу XX века, после того как цена их снизилась до доступного для рядовых мастеров уровня.
Отличие от обычного трансформатора — качество сварочной дуги. Она устойчивее, ниже разбрызгивание металла при работе. Само оборудование имеет меньшие габариты и вес.
Хотя редкая модель бытового инвертора «тянет» электроды более 3 мм, для работы с тонким металлом они подходят как нельзя лучше.
Сварочные генераторы
В отличие от трансформаторов и инверторов вырабатывают постоянный ток. Параметры дуги не уступают инвертору, при большей мощности.
Вращает генератор электрический или бензиновый двигатель. Есть модели на газе, дизельном топливе.
Преимущество, помимо качества дуги – мобильность агрегатов с дизелем или ДВС. Небольшие модели генераторов, в качестве «бортового» автомобильного сварочного аппарата порой берут в дорогу автотуристы по необжитым местам, профессионалы-дальнобойшики.
Углекислотный полуавтомат
Перечисленное выше оборудование имеет ряд недостатков:
- металл самого кузова в зоне дуги перекаливается, теряя прочность;
- шов получается довольно грубым;
- для работы требуются хорошие навыки, при их недостатке качество шва получается низкое.
Этих ограничений во многом лишены углекислотные полуавтоматы — аппараты, которыми сварка авто ведется в среде углекислого газа.
В отличие от обычного сварочного трансформатора либо инвертора для сварки в качестве плавкого электрода здесь используется не пруток, а тонкая проволока.
Она подается в точку сварки непосредственно через рукоять горелки по мере расходования. Таким образом расстояние от сопла до шва остается все время постоянным.
Кроме того, зона наплавления металла шва обдувается углекислым газом. Углекислота предохраняет шов от окисления, охлаждает свариваемый металл, не давая ему перекаливаться.
Сварка этим устройством превосходит качеством и скоростью все ранее перечисленные агрегаты. Уступают углекислотные полуавтоматы только дорогой аргоновой сварке и для кузовных работ подходят наилучшим образом.
Минусов у агрегатов углекислотной сварки два:
- громоздкость;
- высокая стоимость оборудования.
Тем не менее на сегодня они встречаются даже в гаражах обычных автолюбителей, подрабатывающих на ремонтах и сварке авто близлежащих соседей.
Нюансы самостоятельной сварки
Варить кузов машины не просто, для этого требуется сноровка и хотя бы минимальный опыт. Первым делом проводится визуальный осмотр несущей части авто, проводится оценка состояния железа и его толщины. Весь кузовной ремонт делится на 2 вида:
- полный;
- локальный, или местный.
 В первом случае варить приходится большую часть кузова, во втором – устранить коррозию на отдельных участках. Новичок может сам справиться с локальной сваркой, а вот масштабные операции лучше доверить профессионалу.
В первом случае варить приходится большую часть кузова, во втором – устранить коррозию на отдельных участках. Новичок может сам справиться с локальной сваркой, а вот масштабные операции лучше доверить профессионалу.
При коррозии днища кузова может быть приварена заплатка из любого доступного материала. Самое главное – подобрать лист нужной толщины. При нахождении участка повреждения на видном месте необходимо ставить заплатку из того же материала, что и сама кузовная часть автомобиля. При этом цель сварки – сделать место ремонта максимально незаметным для окружающих.
Как варить кузов полуавтоматом
Мы выбрали именно полуавтомат, поскольку с его помощью швы получатся качественнее и долговечнее. В своей работе мы будем использовать сварочник от фирмы BlueWeld модель 4.135 (вы можете использоваться любой другой сварочный аппарат для авто). Также в нашем арсенале присадочная проволока диаметром в 1 миллиметр, наждачка, редуктор (с его помощью мы будем понижать давление), и баллон с газом (нам хватит баллона в 20 литров).
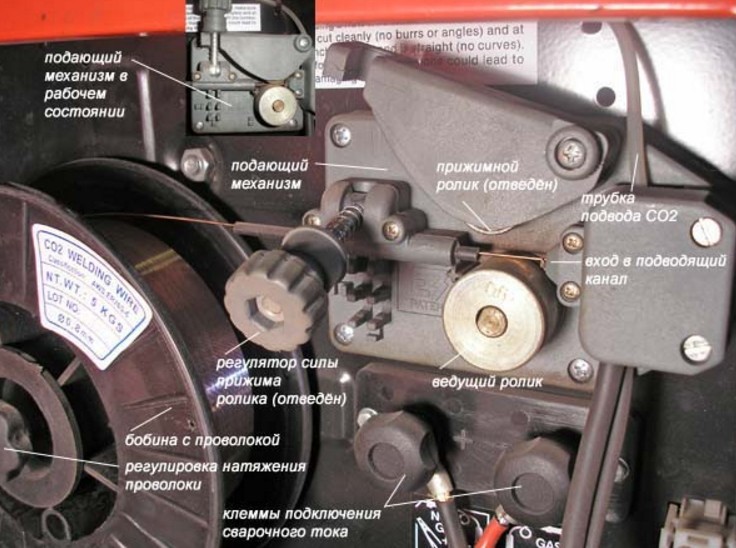
Сначала очищаем поверхность металла от ржавчины и загрязнений. Это можно делать вручную с помощью наждачки, но если у вас есть шлифовальная машинка, то используйте ее. Далее нужно плотно прижат детали друг другу. Для этого можете использовать любые зажимы, болты или даже временно соединить их саморезами. Теперь нужно к баллону с газом подключить наш редуктор. На фото ниже показано, как это делать.

Далее нужно подать проволоку в сварочный аппарат и завести конец проволоки в механизм подачи. На фото ниже показан процесс подачи проволоки.
Теперь открутите сопло на горелке (мы делали это с помощью пассатижей), проденьте проволоку в отверстие и прикрутите обратно сопло.

Итак, все готово. Нужно настроить аппарат. Мы установили прямую полярность, поскольку у нас проволока медная. Если сварка автомобиля производится обычной проволокой, то установите обратную полярность.
Подключаем аппарат в розетку. Нажимаем на кнопку подачи проволоки, вместе с этим должна начаться подача газа. Начинаем формировать шов. Если шов короткий, то можно сделать его непрерывным. Если шов длинный, то сначала формируем «точки» в разных местах соединения. Потом делаем несколько коротких швов между точками. Должны остаться промежутки в 10 см между швами. Даем швам остыть. Теперь довариваем оставшиеся участки.
Сварка полуавтоматом
Сваривание полуавтоматом является самым распространенным видом соединения деталей. Автомобили не являются исключением.
В полуавтомате роль электрода выполняет проволока, которая подается из вставленной в аппарат бобины. Само сваривание происходит в защитной газовой среде.
Авто сварка полуавтоматом имеет много преимуществ. С помощью этого оборудования становится возможным без особых трудностей достать с целью соединения детали, расположенные в труднодоступных местах. Этим способом можно пользоваться при ремонте автомобилей и грузовиков большого размера. С помощью полуавтомата выполняются швы различной ширины.
Устройство полуавтомата от остального подобного оборудования отличается специфичностью расходных материалов — вместо электродов при сварке используется проволока. Она подается во время процесса сварки в автоматическом режиме, что является крайне удобным.
Ремонт авто сваркой полуавтоматом является эффективным способом, приводящим без применения особых усилий к хорошему результату. С помощью этого оборудования можно производить ремонт деталей толщиной от 0,7 до 4 миллиметров. В этот диапазон укладываются, как тонкие крылья, так и массивные лонжероны. Сварка автомобиля полуавтоматом — наиболее приемлемый вариант, если предстоит ремонтировать кузов машины.
Сварку различных деталей автомобиля наиболее часто производят методом их стыка. Это исключает образование лишних утолщений на поверхности. Таким методом можно ставить на поверхность деталей в необходимых местах небольшие заплатки или вставки при условии, что в дальнейшем на них не будет оказываться значительное усилие. Полуавтоматом можно выполнять различные виды соединений.
С кромок соединяемых деталей предварительно необходимо снять фаски, если толщина деталей превышает два миллиметра. В остальных случаях можно обойтись без этого. Необходимо свести к минимальному значению величину зазоров между соединяемыми деталями, а лучше совсем обойтись без них. Наиболее популярным среди автомобильных сварщиков методом служит соединение внахлест.
Автомобильная сварка с помощью полуавтомата позволяет выполнять различные типы швов:
- точечный;
- сплошной внахлест;
- сплошной прерывистый внахлест;
- сплошной прерывистый встык.
При точечном способе сварки деталей автомобиля полуавтоматом соединение происходит путем наложения не сплошного шва, а отдельно стоящих через определенные промежутки точек. Интервал между ними зависит от протяженности соединения. Он может находиться в диапазоне от нескольких миллиметров до нескольких сантиметров.
Заваривать швы полуавтоматом можно при различном положении деталей, а, следовательно, и шва. Наиболее удобной является сварка сверху в горизонтальном положении. В этом положении также можно применять и сварку внизу. Для того, чтобы выполнять вертикальный шов, свариваемые детали должны располагаться в вертикальной плоскости. При этом необходимо предусмотреть возможность стекания раскаленного металла вниз по линии шва.
Перед началом сварки необходимо провести подготовительные операции по очистке поверхностей и настройке полуавтомата. Для сваривания тонких поверхностей следует установить «1», «макс», а плавность регулировки на «7». Для толстых листов больше подойдет установка соответственно «2», «макс», «8».
Если при сварке полуавтоматом образовались прожоги, то это означает, что был выбран слишком большой ток. На поверхности может образоваться капелька застывшего металла, образовавшаяся из раскаленной проволоки. Ее после окончания работы необходимо убрать.
Если по время работы проволочку слишком сильно прижимать к поверхности, то будет возможна поломка подающего механизма. Если проволока будет скользить по поверхности, это наоборот, означает, что прижимное усилие недостаточно.
Для сварки кузова самым подходящим будет углекислотный полуавтомат. Его применение обеспечит надежную сварку деталей толщиной до шести миллиметров. Сваривать он может, как черные, так и цветные металлы.
Такой полуавтомат требует применения углекислого газа в баллоне. Также необходим редуктор для снижения давления. Для сваривания цветных металлов целесообразно применить аргоновую сварку. Наличие легко воспламеняющегося газа потребует осуществления дополнительных мер по обеспечению безопасности процесса.
Полуавтоматический сварочный аппарат для сварки автомобиля является гарантией получения красивого качественного шва, поэтому его целесообразно использовать, если предстоит сварка на дорогом автомобиле.
Паста для лужение: заделка дыр и обработка кузовных деталей оловом
Необходимый инструмент:
- Шлифмашинка с абразивными кругами и щетка по металлу
- Газовая портативная горелка с баллоном.
- Паяльная паста для лужения (набор для лужения и пайки).
- Кусок олово.
- Кисть для красок, ветошь, средства индивидуальной защиты
- Промасленный деревянный шпатель для распределения пасты и олова по поверхности кузова.
Порядок действий:
- С поврежденного участка детали удаляется все ЛКП до чистого метала на ширину больше зоны дефекта на 10-15 см. Для этого можно использовать шлифмашинку с зачистными кругами зернистостью Р80-Р120. Также можно применять щетку по металлу
- Кисточкой равномерно наносим пасту для лужения на зону ремонта. Впоследствии будет необходимо ее обжечь горелкой.
- Горелкой начинаем прогревать всю поверхность поврежденного участка. Следите, чтобы не пережечь пасту. Готовое состояние пасты – это блеск в порах металла. Не старайтесь прогреть сразу всю плоскость, двигайтесь последовательно полосками.
- Далее применяем стержень олова. Прогреваем одновременно и ремонтный участок и кусок нашего олова, заполняя кратеры и щели на металле.
- Деревянным шпателем распределяем расплавленные капли олова равномерно по поверхности. Придаем ремонтному участку ровную поверхность.
- Деталь готова к малярным работам. Далее по порядку применяем кислотный грунт, перекрывающий акриловый грунт, шпатлюем, грунтуем, красим.
Нюансы проведения работ
Следующим этапом является подгонка кузовных элементов по размерам. Для этого придется делать замеры, лишнее отрезать, в некоторых случаях – подгибать края и т. д.
В общем, нужно сделать так, чтобы новый элемент как можно плотнее прилегал к кузову.
Нужно постараться так, чтобы максимальное количество мест сварки было внахлест. Сварку встык же стоит применять только для внешних элементов.
- Во-первых, при сварке внахлест не требуется очень точная подгонка элементов.
- Во-вторых, для ряда кузовных элементов не допускается использование сплошного шва. Такими, к примеру, являются пороги.
В заводских условиях их составные элементы между собой соединяются точечной сваркой. В гаражных же условиях можно использовать сварку стежками (делается шов длиной 1-2 см, после отступаем 4-5 см и делаем следующий).
Также хорошим вариантом для сваривания внахлест является некий аналог точечной сварки. Заключается этот метод в том, что по периметру новой детали (в местах его прилегания к кузовной части) проделываются отверстия (на расстоянии 4-5 см друг от друга). Сварка после этого ведется по этим отверстиям.
Что касается днища, то здесь можно использовать сплошной шов, при этом допускается двухсторонняя заварка.
То есть, приложили кусок металла, приварили его по периметру со стороны салона, а затем еще прошлись по нему и с внешней стороны.
В общем, проводя сварочные работы следует ориентироваться по месту выполнения и толщине металла.
Как лучше сваривать металл
Чтобы ответить на вопрос – какой сварочный метод лучше какой аппарат использовать, нужно ознакомиться с принципом работы каждого. Существует два основных способа сварки металлических деталей авто в собственном гараже – полуавтоматом с углекислотным баллоном или инвертором. Оба метода отличаются от аналогичных работ в заводских условиях.
Кузов автомобиля, сошедшего с заводского конвейера, не цельнолитой, он сваривается из отдельно отштампованных деталей. Сварка кузова автомобиля в заводских условиях точечная – прочно зафиксированные детали сжимаются нерасходными электродами, через которые проходит электроток. При сильном зажатии отсутствует линейное температурное расширение, образуется прочный и неразличимый на глаз шов, а сама деталь не меняет форму при нагреве.
Сварка кузова автомобиля электродом по заводскому типу в гараже затруднительна, так как для прочного закрепления детали требуется дополнительное оборудование. Поэтому в автосервисах и собственных гаражах мастера предпочитают пользоваться углекислотным полуавтоматом или инвертором.
Виды и особенности сварочных аппаратов
Выбор сварочной технологии зависит не столько от аппарата и расходных материалов, сколько от места повреждения. Разберёмся подробнее.
Сварка полуавтоматом
Подавляющее большинство автовладельцев и сотрудников автосервисов предпочитают использовать именно полуавтоматы. Главная причина их популярности — удобство. Полуавтоматом можно варить даже самые мелкие повреждения, расположенные в самых неудобных местах автомобильного кузова.
Технически эта технология почти не отличается от традиционной сварки: полуавтомату тоже требуется преобразователь тока. Разница лишь в расходных материалах. Для этого типа сварки нужны не электроды, а специальная проволока с медным покрытием, диаметр которой может варьироваться от 0.3 до 3 мм. А ещё полуавтомату для работы необходим углекислый газ.
Медь на проволоке обеспечивает надёжный электрический контакт и работает в качестве сварочного флюса. А углекислый газ, непрерывно подаваемый на сварочную дугу, не позволяет кислороду из воздуха вступать в реакцию со свариваемым металлом. У полуавтомата есть три важных достоинства:
- скорость подачи проволоки в полуавтомате можно регулировать;
- швы, выполненные полуавтоматом, аккуратные и очень тонкие;
- использовать полуавтомат можно и без углекислого газа, но в этом случае придётся использовать особую сварочную проволоку, внутри которой содержится флюс.
Есть в полуавтоматическом методе и минусы:
- найти в продаже вышеуказанные электроды с флюсом не так-то просто, да и стоят они как минимум вдвое дороже обычных;
- при использовании углекислого газа мало раздобыть сам баллон. Ещё потребуется редуктор для снижения давления, который надо будет очень точно настроить, в противном случае о качественных швах можно забыть.
Как варят инвертором
Если коротко, инвертор — это всё тот же сварочный аппарат, только частота преобразования тока в нём не 50 Гц, а 30–50 кГц. Благодаря повышенной частоте инвертор имеет несколько достоинств:
- размеры инверторного сварочного аппарата очень компактны;
- инверторы нечувствительны к пониженному напряжению сети;
- у инверторов нет никаких проблем с разжиганием сварочной дуги;
- пользоваться инвертором может даже сварщик-новичок.
Разумеется, есть и минусы:
- в процессе сварки используются толстые электроды диаметром 3–5 мм, а не проволока;
- при инверторной сварке края свариваемого металла очень сильно нагреваются, что может стать причиной термической деформации;
- шов всегда получается толще, чем при сварке полуавтоматом.
Так какой же метод выбрать?
Общая рекомендация проста: если планируется варить участок кузова, находящийся на виду, а автовладелец при этом не стеснён в средствах и имеет определённый опыт работы со сварочным аппаратом, то полуавтомат — оптимальный вариант. А если повреждения со стороны не видны (к примеру, пострадало днище) и владелец машины слабо разбирается в сварке, то лучше варить инвертором. Даже если новичок допустит ошибку, её цена не будет высока.
Сварочная проволока
Чтобы варить полуавтоматом, нужно выбрать проволоку, которая будет иметь аналогичный диаметр. Сварка полуавтоматом осуществляется вместе с медной проволокой. Для работы применяется специальная проволока, продающийся в магазинах автозапчастей, а не стандартный аналог.
Если используемая проволока не изготовлена из меди, она должна иметь медное покрытие. Этот элемент обеспечивает:
- бесперебойный электрический контакт;
- заменяет сварочный флюс.

Необходим материал с толщиной от 0,3 до 3 миллиметров. Если прибор применяется без углекислого газа, готовим проволоку, в состав которой входит флюс. Этот элемент обеспечивает защиту и повышает качество сварки. Но такой материал стоит дороже, чем обычная проволока. При использовании стандартной проволоки, потребуется настраивать полярность.
Двигатели Lada XRAY: характеристики, фото
Как лучше производить сварку
Традиционно сварка происходит при помощи электродов. Это самый быстрый и простой способ сварки. Однако в случае ремонта кузова автомобиля его нежелательно применять. Это обусловлено тем, что при электродной сварке получается очень грубый шов, который делает внешний вид автомобиля совершенно неэстетичным.
сварим кузов
Кроме того, устройства, необходимые для сварки электродами, занимают довольно много места. Это затруднит сварку в малодоступных местах
Важно помнить и о том, что сварка должна отвечать нормам безопасности. Поэтому электродная сварка применяется редко, например, в случаях, когда надо сварить раму кузова, лопнувшую от нагрузки
Таким образом, современные сварщики используют чаще инвертор или полуавтомат для кузовных работ.
И тот, и другой способ сварки имеет свои плюсы и минусы. Если вы хотите провести сварку самостоятельно, у вас должны быть специальные навыки работы, обязательно также соблюдать технику безопасности. Задумайтесь о том, насколько хорошо оснащено ваше рабочее место.
Наверняка вы будете работать в своём гараже, поэтому правильно организуйте пространство, купите все нужные инструменты, чтобы не отвлекаться во время работы
Немаловажно и то, насколько качественно освещено помещение. Для этой работы вам лучше привлечь помощника, потому что варить кузов в одиночку довольно непросто
Сварка MIG/MAG
Этот тип сварки стал наиболее популярным в кузовном ремонте. Когда упоминают о сварке полуавтоматом, то имеют ввиду именно этот тип сварки.

MIG (metal inert gas) переводится, как металл с инертным газом, что совершенно не правильно отражает суть сварки. К примеру, так называемая сварка TIG (tungsten inert gas), тоже металл с инертным газом. Но все привыкли так называть этот тип сварки. MAG (metal active gas) – тот же тип сварки, только в качестве защитного газа используется активный газ, который защищает зону сварки от воздуха, а также химически реагирует со свариваемым металлом или растворяется в нём. При сварке стальных панелей сваркой MAG (с активным защитным газом), в кузовном ремонте чаще всего применяют углекислый газ (СО2). Также, могут применяться вариации газовых смесей, состоящие из аргона (Ar), кислорода (О2), азота (N2), водорода (H2). Газ заправляется в баллоны и подключается к сварочному оборудованию.
В процессе сварки MIG/MAG, сварочная проволока непрерывно подаётся в область сварки по мере формирования сварочного шва. Проволока несёт ток и окружена инертным (или активным) защитным газом, который поступает вместе с проволокой. Для MIG сварки обычно применяется смесь 25% — CO2 и 75% аргон. Газ помогает охладить место сварки, а также защищает от окисления, которое происходит, если бы сварка происходила без защитного газа.
Процесс сварки MIG/MAG включает в себя цикл. Когда сварочная проволока касается места сварки, создаётся короткий контур с металлической деталью, которая подключена к массе. Нагрев, который генерируется коротким замыканием, расплавляет проволоку и цикл завершается. Однако, он быстро возобновляется, так как проволока продолжает поступать, создавая короткую дугу, которая является базой сварки MIG/MAG. Смена этих циклов и создаёт всем известный «трещащий» звук, характерный для сварки MIG/MAG.
При сварке оборудованием MIG/MAG, важно обеспечить правильный зазор между свариваемыми панелями. Это относится к соединению металлических листов встык. Если свариваемые листы расположены слишком близко или вплотную, то нагрев неизбежно деформирует листы. В итоге получится неровная поверхность.
Важно, также, отрегулировать поток защитного газа и скорость подачи проволоки. Сила тока выставляется в зависимости от толщины проволоки и скорости её подачи. Всё это нужно научиться настраивать экспериментальным путём. Более подробно о сварке полуавтоматом можно прочитать здесь.
Габаритные размеры Лада X-RAY (размеры салона, багажинка и клиренс)
Рассматриваем, можно ли варить кузов автомобиля сварочным инвертором
Средства безопасности
Сварка кузова осуществляется в специальной негорючей одежде. Дополнительными средствами защиты снижают риск нанесения вреда рукам и лицу. Это выполняется при помощи рукавиц и защитной маски. Желательно, чтобы одежда покрывала все тело. Необходимо свести к минимуму количество впадин, кармашков, складок, и других зон, куда может попасть капля сварки.
Если процедура выполняется на металлическом полу, для повышения безопасности при работе рекомендуется подложить резиновый коврик или одеть галоши.
Прибор для сварки заземляется в обязательном порядке. Возможность работы допускается только с аппаратами с режимом автоматического выключения в случае непредвиденной ситуации.
В помещении должна работать качественная вентиляция. При выполнении сварочных работ выделяются газы, способные нанести вред здоровью человека. Можно воспользоваться помощью специальной вытяжной системы. Это условие позволит свести риск отравления к минимуму.









